Carburized rods
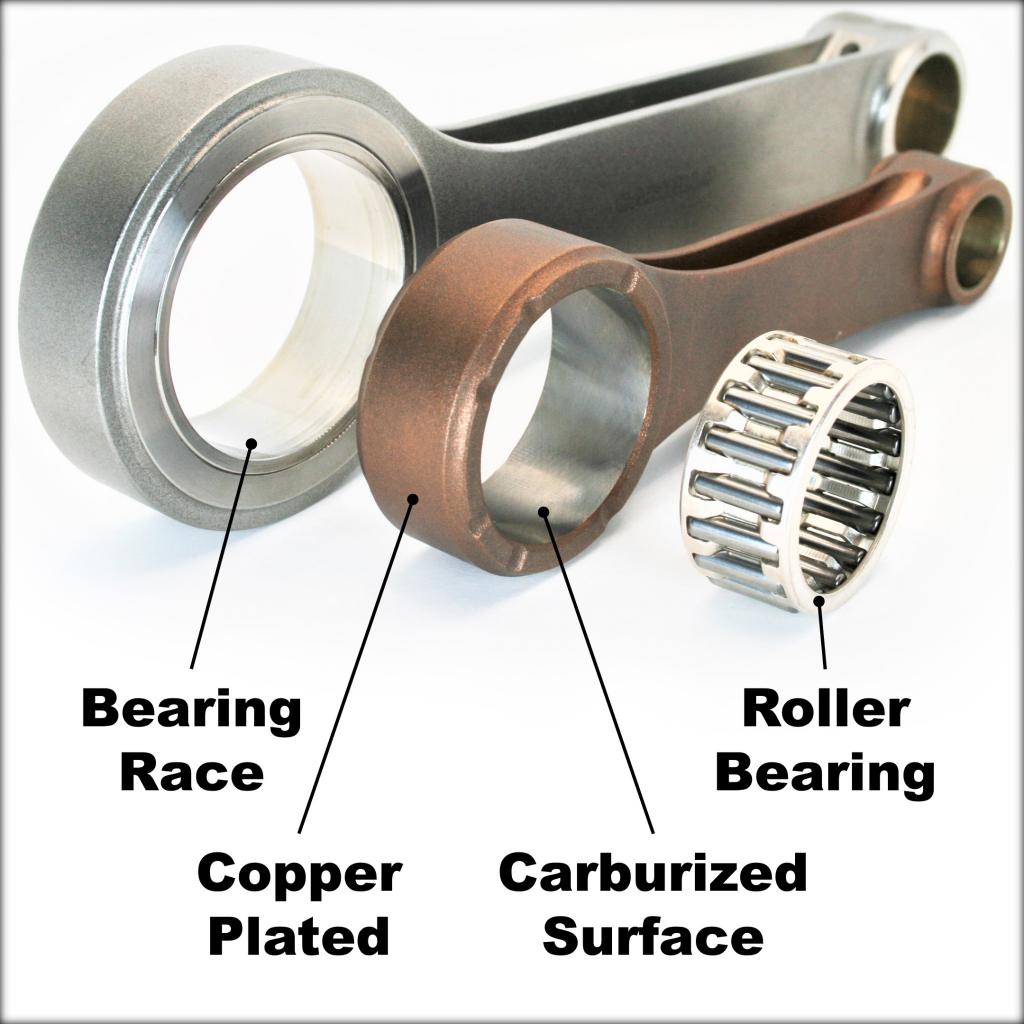
Did you know…roller bearings need a hardened surface to roll on. With a hardness at around 60 HRC, the material is harder that the typical steel used in connecting rods. Making rods purely out of the hardened steel would not be advisable as it would be too brittle and will result in broken rods. To get around this, either races are installed, or the big end bore is carburized. Rods with races are generally heavier, but less expensive to manufacture. Carburized rods are lighter weight because the bearing surface is “baked” into the rod forming a hard candy shell requiring less material around the big end. Prior to carburizing, in process rods are copper plated and only the surfaces to be hardened are machined to expose the steel. The copper plating is then stripped after carburizing. In the simplest terms, carburizing involves baking the rods in special ovens with extra carbon in the air. Temperature, time, carbon concentration, and quenching process all influence the final product. The big end bore achieves a surface hardness of ~60 HRC, maintains a case depth between 0.030-0.060”, and ~0.100” further down the surface the rod material is back to ~40 HRC. This allows most of the rod to have the right amount of toughness and ductility while having a hard bearing surface for the roller bearings.